铝箔轧制速度效应应该如何评定
来源:www.hwalu.com 加入时间:2012-7-5 点击:
铝箔轧制速度效应
当轧制力和前后张力不变时,铝箔的出口厚度随着轧制速度的升高而减薄,这种现象称为铝箱轧制的速度效应。在φ260/700 x1600四重不可逆轧机上所做的速度效应试验为例来说明。
(1)试验条件。轧制速度的增减由操作人员手动控制,铝箔出口厚度是根据Measu.ex-1050计算机数字显示记录下来的,轧制油黏度:粗轧为1.9mm²/s;中精轧为1.7 mm²/s。轧制油温度:粗轧为40℃;中精轧为50℃。坯料厚度波动不大于±5%,经粗轧一道次后,厚度波动为±3%。
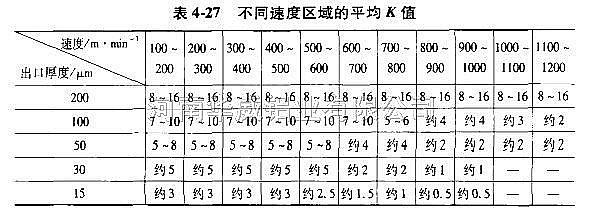
(2)试验结果。试验结果列于图1和图2
图1:不同出口厚度的速度效应敏感区和K值
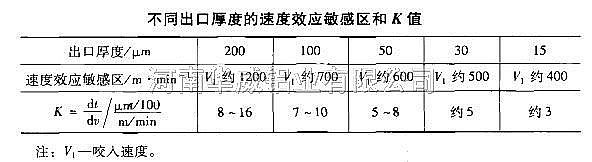
图2:不同速度区城的平均K值
(3)结果分析:
1)速度效应可以用t=f(v)表示,其中t表示箱材出口厚度。v表示轧制速度,设K=dt/dv, K为速度效应系数,K值较大区域为速度效应敏感区。
2)出口厚度为150-200μm,轧制速度到1200m/min,随着轧制速度的不断增加,箔材厚度不断减薄。出口厚度不同,速度效应也不同。
3)出口厚度大于150μm时,K为常数,I =f(v)近似一条直线。直线斜率与轧制力有关,轧制力大,斜率大,轧辊表面粗糙度影响直线截距,粗糙度大截距也大。
4)出口厚度小于50μm时,轧制力和轧辊表面粗糙度对速度效应仍有明显影响.,= f(v)的直线性下降。
5)出口厚度在15-30μm时,轧制力对速度效应的影响几乎消失。但轧辊表面的粗糙度对速度效应仍有明显影响,在其他条件相同时,轧辊表面粗糙度大则出口厚度较厚。
《铝箔轧制速度效应应该如何评定》出自华威铝业,转载请注明出处。