影响铝箔轧制速度的因素有哪些
影响铝箔轧制速度的因素
影响的因素如下:
(1)箔材轧机的性能。
(2)坯料的质量。坯料如果厚度波动较大,板形或端面不良,为限度地改善轧制后铝箔质量应采用低速轧制。
(3)轧制油。在其他条件相同的情况下,轧制速度随轧制油中添加剂含量的增加和轧制油猫度的增大而降低,随着轧制油温度的升高而提高。
(4)轧辊粗糙度。在其他条件相同的情况下,轧制速度随着工作辊粗糙度的增大而减小,随着粗糙度的减小而增大。粗糙度对轧制速度的影响如下图所示。
粗糙度对轧制速度的影响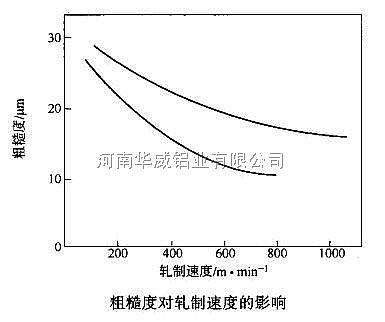
(5)铝箔板形。在铝箱轧制过程中,由于变形热、摩擦热的作用使轧制变形区的温度变化很快,从而轧辊辊形发生变化。
轧制出的铝箔板形也会随着辊形的变化而发生改变,对于手动控制板形的铝箔轧机,铝箔板形的变化完全依靠操纵人员的观察,然后再手动分别控制弯辊或轧制力及各油嘴的喷射量,如果轧制速度太快,操纵人员的响应能力跟不上,板形控制很困难。即使是一名秀的操作人员,所能控制的轧制速度一般也不会超过700-800m/min,在线板形水平在1801以上。
当轧制速度超过800m/min,为了获得良好的板形质量,必须采用板形自动控制系统。由于板形自动控制系统采用了自动喷淋、自动弯辊、自动倾斜,更为先进的轧机还采用了VC,DRS等板形控制技术,使铝箱的轧制速度和板形控制水平大幅度提高,铝箔的在线板形可以控制在191-201以下的水平。
(6)表面质量。在其他工艺条件相同的情况下,轧制速度低、轧辊间油膜薄、铝梢表面更接近轧辊表面,轧出的铝箔光亮度好。轧制速度高,轧辊间的油膜厚,轧出铝格的光亮度差,因此,在非成品道次,为提高生产效率应尽量采用高速轧制,但在生产成品道次,要求铝箔表面的光亮度好,应降低轧制速度,适当增加后张力,对0.006-0.007mm厚度的铝箔双合道次的轧制速度一般不超过600m/min。