铝板轧制时怎样预加压力
来源:www.hwalu.com 加入时间:2012-6-9 点击:
在铝箔轧制时,上下轧辊在空载运转时已经互相压紧,它们之间的压力称为预加压力,用Po表示。铝箔咬人后,轧件与轧辊接触部位的压力上升(用P'表示),不与轧件接触的两边部位的压力下降(用P'表示)。
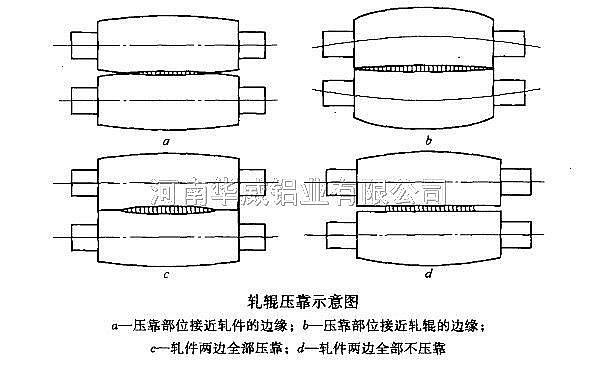
轧辊压靠示意图
在板带轧制中,轧机空载运转时,轧辊之间没有预加压力(Po=0),轧件咬人后,轧件两边的轧辊仍不接触(P'=0),但在铝箔轧制中,轧机空载运转时,轧辊之间已经有了预加压力(Po>0)。在轧制过程中,轧件两边的轧辊可能脱离压靠(P'=0),也可能部分压靠或全部压靠(P'>0)。在部分压靠情况下,当轧辊弧度偏大,轧制宽度较小的铝箔时,保持压靠的部位接近轧件的边缘(图a),当采用轧辊弧度偏小,轧制中间道次时,压靠部位接近辊的边缘(图b)
当预加压力较大而轧件厚度较小时.例如铝箔精轧第五、六道次时,轧件两边全部压靠(图c)。当预加压力较小而轧件厚度较大,如铝箔粗轧时,则轧制过程中,轧件两边的富余辊面将脱离压靠(图d)。
《铝板轧制时怎样预加压力》由华威铝业有限公司,禁止转载!