铝制品轧制过程中是怎样变形的
来源:www.hwalu.com 加入时间:2012-5-31 点击:
铝箔的轧制是由铝原料由厚变薄、由块变板、由板变箔的过程,中间可加入特殊工艺,如覆膜、涂油等。
常用的铝箔轧制机是采用平辊轧制的,它与平锤下塑压矩形件时金属的变形规律相类似,只是工具由平行平面换成圆弧面,变形体金属由相对静止变为连续运动。
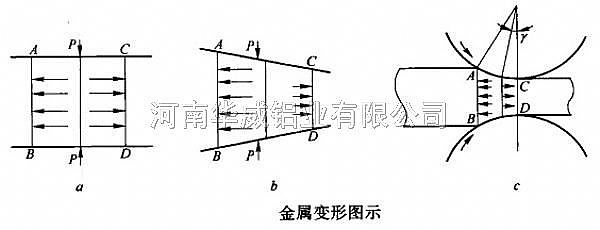
金属变形图示
在平锤塑压时,金属向两个方向变形,并以其垂直对称线作为分界线(图a)。如果压缩时,工具平面不平行(图b),由于工具形状的影响.金属容易向AB方向流动,因此它的分界线(中性线或中性面)便偏向CD一侧。轧制时的情况与此类似,金属在两个反向旋转的等径轧辊之间受到连续压缩,因此在其纵向与横向上产生延伸和宽展。同样金属向人口侧流动容易,向出口侧流动较少,其中性面偏向出口侧。金属的塑性流动相对轧辊表面产生滑动,或有产生滑动的趋势。金属质点向人口侧流动形成后滑区;向出口侧流动形成前滑区。这样,变形区便分成了后滑区、中性面和前滑区。所谓中性角是指前滑区接触弧所对应的圆心角,通常用γ表示(图c)。金属质点向两侧流动形成宽展,而且延伸方向流动多.横向流动少。
这种变形规律是由轧件在变形区内所受的应力状态来决定的。轧件受轧辊的压力作用.在高向上轧件承受σ2的压应力,而横向与纵向上,因为摩擦力的作用使轧件承受σx和σy的压应力。由于工具形状沿轧制方向是圆弧面,沿宽度方向为平面工具,而变形区长度一般总小于件宽度,由小阻力定律可知,金属高向受到压缩时,必然是延伸方向流动多,横向流动少。
华威铝业专业生产药用铝箔、铝板、铝棒、彩涂铝板、铝塑复合带等产品,也提供铝箔产品专题知识,更多铝箔知识请访问 http://www.hwalu.com/news/knowledge/ 查看。